Flame Proof Pressure Switch: Working Principle, Design & Applications
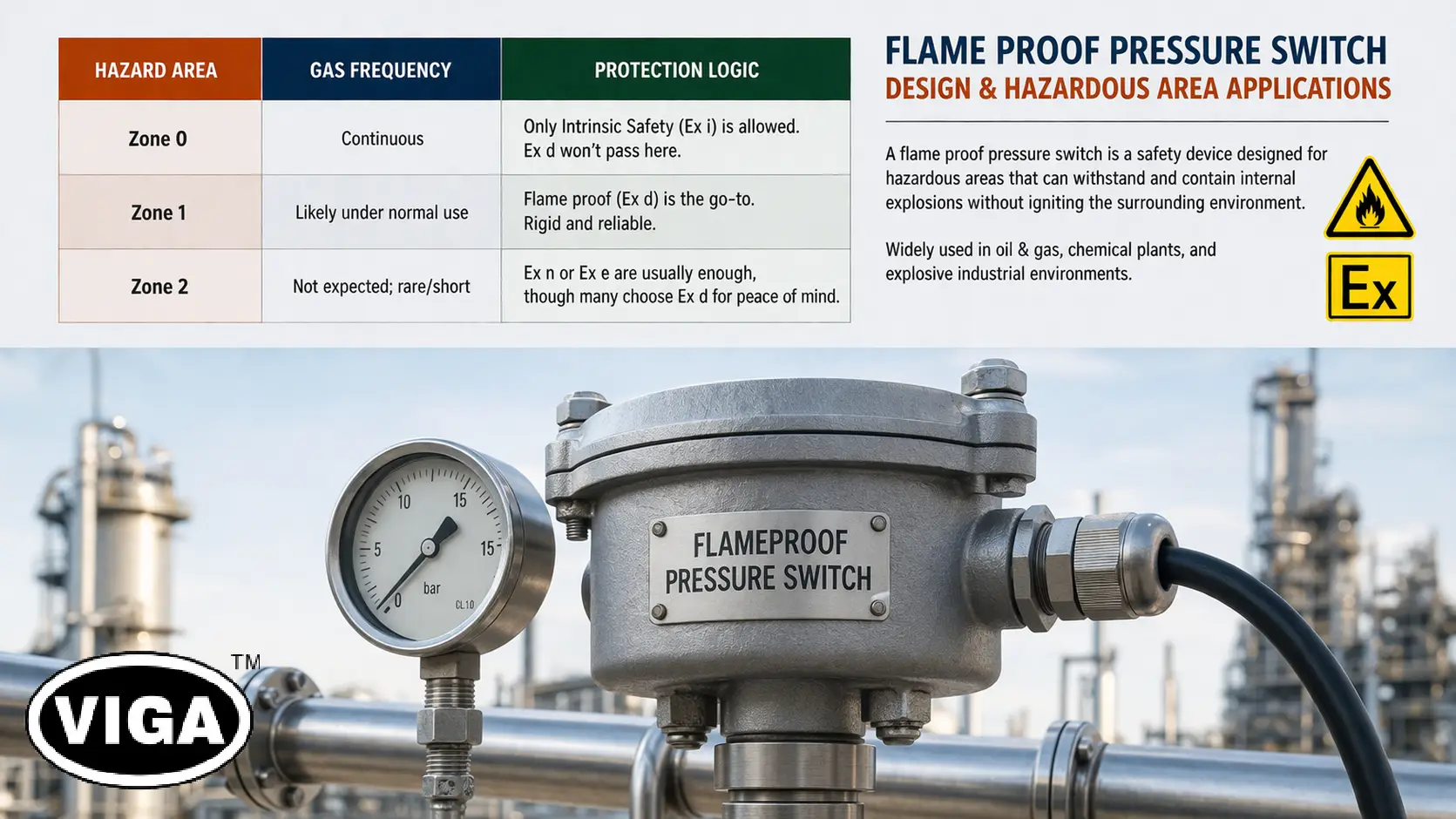
A flame proof pressure switch is a safety device designed for hazardous areas that can withstand and contain internal explosions without igniting the surrounding environment. It is widely used in oil & gas, chemical plants, and explosive industrial environments.
When you are standing in a Category 1 environment, you aren’t thinking about “synergies” or “frameworks.” You’re thinking about the seal integrity of your flame proof pressure switch and whether or not that unit is going to hold up when the plant experiences a massive pressure spike during a routine throughput change. The gear we install in hazardous zones isn’t just about measurement; it’s about life safety and preventing a minor hardware malfunction from escalating into a catastrophic incident report that hits the board of directors.
Flame Proof Pressure Switch Design and Working Principle
Most people look at a pressure switch and see a diaphragm, a spring, and some wires. An instrumentation engineer sees a cage. A flameproof pressure switch isn’t built to be light, pretty, or small. It’s built to be heavy, aggressive, and nearly impenetrable.
Why Enclosure Mass Matters
There is a specific reason why you feel that massive cast-aluminum or stainless steel housing. It’s not just to stop dirt. In the event that a process media manages to bypass the internal seal—usually due to an O-ring degradation—it can leak into the electronics housing. If the air-fuel ratio inside that box reaches an ignition point, the switch will spark. When that spark hits the gas inside, the pressure will rise rapidly.
The flame proof enclosure design relies on two specific mechanical principles:
- Mechanical Rigidity: The walls of the enclosure are calculated to withstand the “Reference Pressure”—the peak pressure of an internal explosion—without cracking, yielding, or permanently deforming. If the metal bends, the internal joints expand, and the explosion leaks out.
- The Flame Path: This is the clever bit. Any escaping gas is forced to travel through long, thin gaps between the enclosure lid and the base. By the time that white-hot plasma leaves the box, the mass of the metal housing has stolen the heat from the flame. The temperature of the escaping gas drops below the auto-ignition temperature of the outside environment. That is why those housings have such precise, machined threaded lids. Never touch them with a file.
Expert Pro-Tip: I’ve seen guys paint over the housing of an explosion-proof switch. Don’t do it. If you paint the gaps or the threaded path, you mess with the tolerances needed to cool that gas. You are literally compromising the safety factor to make it look “tidy.”
Hazardous Area Classification and Zone Standards
A hazardous area pressure switch is required for Zone 1 and Zone 2 environments. You’ll hear about Zones until you’re tired of it. It’s the baseline for everything. If you are ordering a Hazardous Area Pressure Switch, you need to speak this language or your plant audit is going to be a bloodbath.
| Hazard Area | Gas Frequency | Protection Logic |
|---|---|---|
| Zone 0 | Continuous | Only Intrinsic Safety (Ex i) is allowed. Ex d won’t pass here. |
| Zone 1 | Likely under normal use | Flame proof (Ex d) is the go-to. Rigid and reliable. |
| Zone 2 | Not expected; rare/short | Ex n or Ex e are usually enough, though many choose Ex d for peace of mind. |
A lot of the pressure in this niche comes from “overspecifying.” It is expensive to install Ex d everywhere, but it is infinitely more expensive to accidentally use an Ex n switch where a Zone 1 explosion rating is required. When in doubt, checking the Gas Group—the actual chemical—is more important than the Zone itself.
Intrinsic Safety vs Flame Proof Protection
There is a constant war in plant design: do we use Intrinsic Safety (IS) or Flame Proof (Ex d) gear? It’s not a debate about which is better; it’s a debate about the philosophy of failure.
- Flame Proof: We assume an explosion will happen. We design a container to deal with it. We handle it through mass, geometry, and bolt-torque.
- Intrinsic Safety: We assume an explosion is impossible because the electricity involved is so pathetic—low voltage, low current—that even a short circuit cannot generate enough heat to light a match.
Why go for the flame proof unit? Because sometimes the switch needs to actuate high-draw electrical equipment directly. IS cannot drive a big solenoid valve. Ex d can. If your switch has to physically toggle power lines, the “containment” approach is the only road left.
Pressure Switch Working Principle
The flame proof pressure switch working principle is based on containing internal explosions safely within the enclosure.
Mechanics are rarely perfect. A pressure switch working principle involves a tug-of-war between the fluid pressure and a spring. If you ever sit in on a failure analysis, 90% of the time, the diaphragm is fine, but the range spring has relaxed.
The Setup of a Standard Piston/Diaphragm Unit
- Sensing Element: Usually a Diaphragm for low pressure, Piston for high hydraulic pressure.
- The Travel: As pressure rises, the diaphragm moves. It pushes against a calibrated range spring.
- The Tipping Point: The end of the spring is attached to a linkage. This linkage touches a micro-switch button. That “click” is your signal.
If you are dealing with rapid, pulsating flows (common in piston pump outlets), that spring and that button will chatter thousands of times an hour. This leads to Contact Pitting. Your signal fails because the contact points literally fused together from micro-arcing.
Expert Pro-Tip: If your process involves heavy pulsation, ask the manufacturer for “damped” switching or an integrated snubber. Without it, you are buying a consumable, not a piece of permanent infrastructure.
Technical Specifications and Material Selection
An explosion proof pressure switch is commonly used in oil and gas industries. Why is there a $1,500 difference between a plastic-housing pressure switch and a Flame Proof Pressure Switch? It’s not just the sticker on the box.
The Stainless Steel Argument
For any serious Flame Proof Pressure Switch for Chemical Plants, skip anything but 316 Stainless Steel. Aluminum looks nice when it’s new, but wait three years in a sulfur-heavy or maritime environment. It pits, the screws seize in their holes, and you’ll have to cut the switch off the line during the next turnaround. 316 SS handles the washdowns and the accidental chemical splashes that will ruin cheaper metallurgy.
The IP Rating Nuance
IP66 is not just “wet.” It’s “pressure spray.” In an Offshore Platform context, a storm-blown, salt-encrusted spray is going to find every weakness in your seal. I’ve seen ingress issues on units labeled “waterproof” that simply weren’t built for high-saline atmospheres. Look for seals that are rated for high-frequency cleaning, specifically Viton or PTFE for the internals.

How to Select a Flame Proof Pressure Switch
When engineers approach industrial flame proof switch suppliers, they usually look for three things: set point, pressure limit, and cost. They ignore the most vital factor: Deadband.
Deadband is the gap between when the switch trips on the way up and when it resets on the way down. If you need a switch that trips at 100 PSI and resets at 95 PSI, you have a narrow-band requirement. If you ignore deadband, you might end up with a switch that trips at 100 PSI but doesn’t let go until the system hits 60 PSI. That will crash your production loop.
Selection Checklist
- The Range: Pick a switch where your operating point is smack-dab in the middle of the spring range. If your operational pressure is at the extreme limit of the switch’s capability, the linearity suffers and it will fail faster.
- Electrical Loading: Is it 24VDC or 110VAC? Does the micro-switch handle the inductive kickback? Add an arc-suppression diode for DC or an RC network for AC to extend contact life tenfold.
- Agency Marks: Ensure the stamp matches the locale. An ATEX Pressure Switch is fantastic for Rotterdam or Singapore, but you’ll be hunting for a specialized local lab to certify it if you ship that same unit to a North American facility requiring Class 1, Div 1 tags.
Maintenance and Performance Optimization
A pressure switch in hazardous areas is not like a pressure transmitter. It doesn’t tell you the pressure is 98.4 PSI. It just tells you “Yes/No.” That makes it dangerous, because if the set point drifts, you won’t see it until you exceed a safety threshold.
Step-by-Step Maintenance Protocol
- Isolation: Before doing anything, make sure you have the site permit to isolate the sensor.
- Testing: Hook it to a secondary, calibrated gauge and a hand-pump. Do not guess.
- Adjustment: Note the set point drift. If the drift exceeds 2% of the range, replace the switch. That’s a sign the range spring has permanent set-loss.
- Clean the Flame Path: Check the housing screws. Are they tight? Do you have the proper number of thread turns engaged? Many explosions happen because the cover wasn’t torqued to spec. If a housing only has 5 full threads of engagement, that is your primary containment feature. If you have 4, you’ve lost the flame path effectiveness.
Expert Pro-Tip: Keep a “Dead-Man Log” for these switches. Track every time a set-point shift happens. If a switch shows a trend toward a lower set point every six months, schedule it for replacement before the next turn-around. Instrumentation is cheaper than emergency maintenance callouts during production hours.
Certifications and Compliance Standards
Global standards aren’t there to annoy you; they exist because the risks of fire are specific. Flame proof pressure switches for Oil & Gas usually carry an IP67 rating as a default requirement to account for total immersion or high-pressure spray events common in deep-water offshore installations.
When you look at the certification codes, look for:
- II 2 G / D: That refers to the Gas/Dust environment suitability.
- Ex d IIC T6: The “IIC” is the most important bit. If it says IIA, it means the enclosure is only tested for simple gases. “IIC” means the switch has survived an internal explosion test using Acetylene or Hydrogen—the worst-case scenarios.
Don’t settle for less than the IIC rating if your process piping has even a slim chance of leaking a combustible hydrocarbon or a volatile specialty chemical.
The Economics of Reliability
Why do we insist on the high-end stuff? It comes down to “Hidden Downtime Costs.” You spend $300 more on a higher-quality switch to avoid a failure, but the cost of the labor to isolate, verify, remove, calibrate, re-install, and sign-off a safety-critical loop is significantly higher than the hardware cost itself. In the refinery world, a two-hour unplanned outage is a multi-thousand-dollar event. Paying for a robust switch is an insurance policy.
Focusing on brand reputation for instruments—brands that have proven their enclosures in North Sea oil rigs or Middle Eastern heat cycles—pays off over a decade-long service life. When you browse industrial flame proof switch suppliers, filter for those who provide full test reports and recalibration intervals.

FAQs About Flame Proof Pressure Switch
Q1. What exactly causes a flame proof pressure switch to “fail safe”?
A: “Fail safe” in these devices usually refers to the design of the switch contacts. When you order one, you choose Normally Open (NO) or Normally Closed (NC). A high-integrity safety switch is designed so that the spring force—if it fails—will pull the contacts to an open state, cutting power and forcing a plant stop. That prevents a “runaway” situation where the machine doesn’t know the pressure is wrong.
Q2. Is there a difference between the “Flame Path” on an ATEX vs. a UL unit?
A: Mechanically, they perform the same function, but the testing methodology varies. UL standards (US) often focus heavily on the physical pressure withstand capability, while ATEX (EU) focuses on the flame quenching properties. Many international companies now dual-list their switches, which is your safest bet for cross-border engineering projects.
Q3. Why do my contacts “pit” even when the current is low?
A: Check for inductive kickback. Even a low-current solenoid can cause a massive spike in voltage when it closes. If that pulse back-feeds through your switch, you are creating a microscopic arc every time you cycle. This will ruin your switch over time, no matter how “flame proof” the housing is.
Q4. Can I calibrate a flame proof switch while the unit is pressurized?
A: Under strictly controlled conditions and with hot-work permits, yes, but avoid it. Ideally, use a dual-chamber configuration or isolate the line. The danger is that while you are adjusting the set screw, the housing is partially disassembled or unsealed. If there is gas leaking through the seal at that moment, you are removing the very thing protecting the environment.
Q5. Why are some switches rated T1, T4, or T6?
A: This relates to the surface temperature of the device housing. A T6 rating means the external housing won’t exceed 85°C, even in the event of an internal problem. If you are operating in an environment with flammable dust, you need a high-T rating to ensure your equipment doesn’t cook the dust on its exterior, turning your own switch into an ignition source.