
Pharma GMP Pressure Instrumentation Guide India (2026)
Pressure Instrumentation for Pharmaceutical GMP Plants: Complete Guide India (2026)
A Baddi injectables facility cleared its entire WHO-GMP inspection last year on one finding. The inspector stopped at a pressure gauge on the Water for Injection loop and asked for the material certificate. The gauge was right in every way — SS 316L wetted parts, sanitary Tri-clamp, electropolished surface. But the 3.1 mill certificate for that single instrument was missing from the validation file. One document. Six weeks of rework to retrieve it, requalify the instrument, and close the observation before product release.
That is the part of GMP pressure instrumentation that catches experienced teams off guard. The hardware specification is the easy half. The documentation and traceability chain is the half that fails inspections — and it fails them on details as small as one missing certificate filed in the wrong folder.
This guide is built for the people who own that problem: plant engineers specifying instruments, validation teams qualifying them, and procurement heads sourcing them. It covers what to specify, why each requirement exists, and how to keep the documentation chain audit-ready from purchase order to inspection.
Audit-Ready GMP Pressure Instrument Checklist
Before the detail, here is the working checklist. An instrument that ticks every box below survives a GMP inspection. Miss one, and it becomes an observation regardless of brand.
| Requirement | Standard / Spec | Verified At |
|---|---|---|
|
✓
Verify wetted parts for SS 316L metallurgy via 3.1 mill heat certificates.
|
Max 0.03% C | Goods Receipt — Material Cert |
|
✓
Validate internal surface roughness (Ra ≤ 0.8 μm or Ra ≤ 0.5 μm) via profilometer data.
|
ASME BPE / EU Annex 1 | Surface Finish Verification |
|
✓
Confirm zero-dead-space hygienic connections (Tri-clamp or DIN 11864 aseptic joints).
|
ISO 2852 / DIN 11864 | Visual + Datasheet |
|
✓
Audit product-contact elastomers for explicit 21 CFR 177 compliance data.
|
21 CFR 177 | Elastomer Compliance Cert |
|
✓
Match physical instrument serial numbers to the EN 10204:2004 (3.1) mill document.
|
EN 10204:2004 (3.1) | Goods Receipt |
|
✓
Inspect calibration certificates for full NABL/ISO 17025 traceability stamps.
|
ISO/IEC 17025 | Goods Receipt |
|
✓
Execute and file the complete IQ/OQ/PQ protocols within the site master validation folder.
|
Site validation protocol | After Installation |
|
✓
Secure the official manufacturer-issued Certificate of Conformity at delivery.
|
Manufacturer issued | Goods Receipt |
|
✓
Cross-reference the internal diaphragm fill fluid rating with peak SIP steam temperatures.
|
High-temp silicone if SIP-exposed | Datasheet Review |
|
✓
Sign off on the Design Qualification (DQ) by mapping the URS to supplier specifications.
|
URS vs spec match | Before Procurement |
Print it. Put it against every pressure instrument before it goes into a GMP area. The Baddi facility had nine of ten boxes ticked — the tenth cost six weeks.
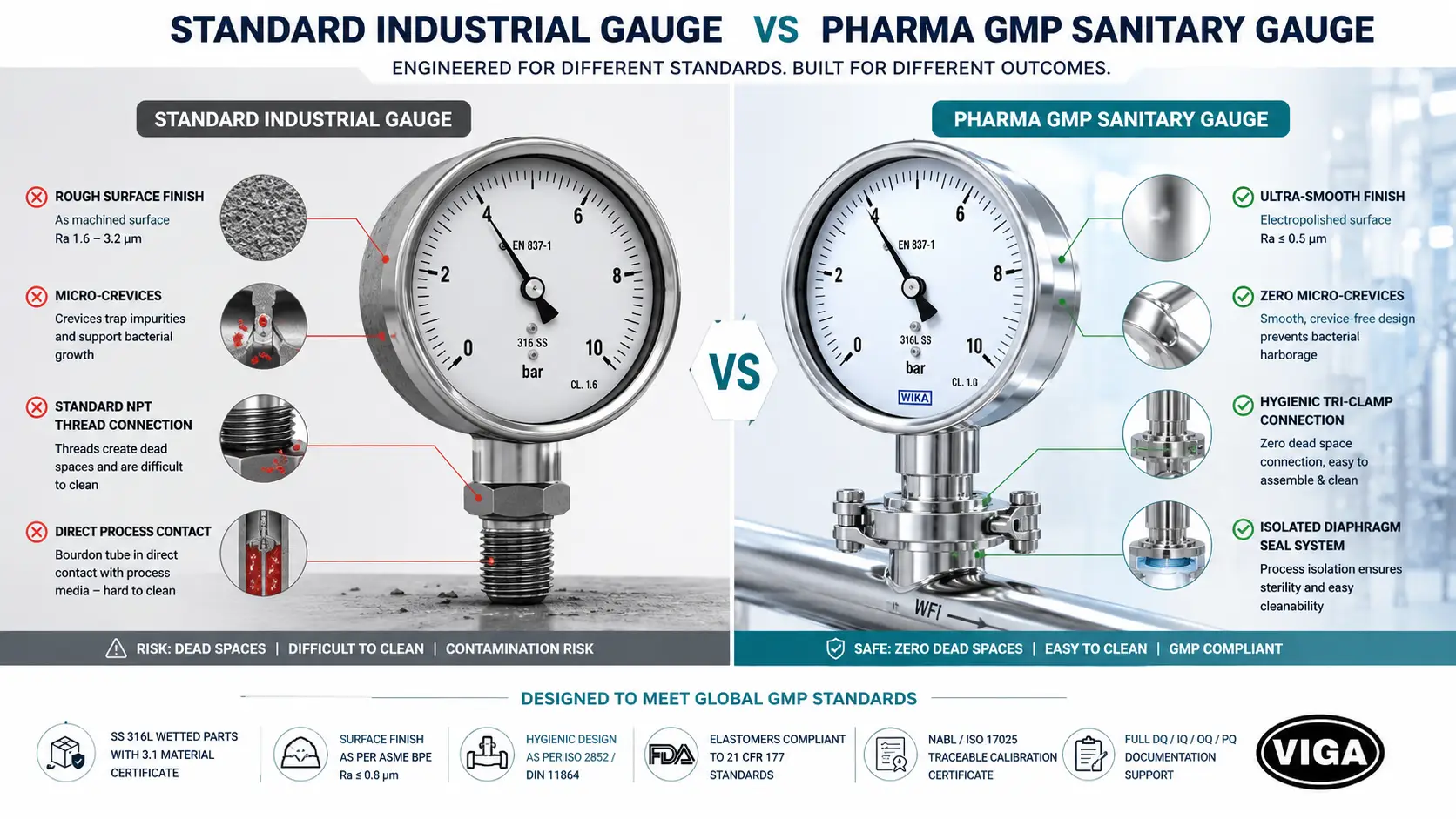
Why a Pharma Gauge Is Not an Industrial Gauge — The Full Matrix
A pressure gauge on a factory air line and one on a WFI loop can look identical on the bench. They are not interchangeable, and the reasons are specific, measurable, and tied to named compliance standards. Here is the full comparison that validation and procurement teams need in front of them.
| Parameter | General Industrial Instrument | Pharma GMP Instrument | Why / Compliance Driver |
|---|---|---|---|
| Wetted Material | SS 304 / standard SS 316 | SS 316L (Carbon ≤ 0.03%) | Low carbon prevents chromium-carbide precipitation at welds; standard 316 pit-corrodes under WFI/clean steam. |
| Material Certificate | Often none | 3.1 mill cert (EN 10204:2004) | Inspector verifies exact heat, melt, and batch traceability down to the raw alloy forge. |
| Surface Finish (Internal) | As-machined, ∼Ra 1.6–3.2 μm | Ra ≤ 0.8 μm, electropolished to ≤ 0.5 μm | Microscopic surface roughness shelters pathogenic biofilms that survive CIP/SIP; driven by ASME BPE / EU Annex 1. |
| Process Connection | NPT / BSP threaded unions | Hygienic Tri-clamp / DIN 11851 / aseptic | Thread crevices create dead spaces that trap product and breed systemic batch cross-contamination; ISO 2852 / DIN 11864. |
| Product-Contact Elastomer | NBR / standard FKM compounds | FDA-compliant FKM / EPDM / PTFE | Non-compliant industrial polymers leach toxic plasticizers into the product path over time; mandated by 21 CFR 177. |
| Measuring Element Contact | Direct process fluid entry (Bourdon tube) | Isolated via hermetic diaphragm seal | The internal hollow of a standard Bourdon tube creates an un-cleanable static pocket; isolation keeps the process sterile. |
| Calibration Certificate | Optional commercial sheet | NABL-traceable, retained lifecycle log | Mandatory validation baseline for quality-critical monitoring; enforced by ISO/IEC 17025, Revised Schedule M, and WHO GMP. |
| Validation Framework | None | Documented DQ / IQ / OQ / PQ | Provides raw empirical proof of structural and operational fit for the Site Validation Master Plan (VMP). |
| Typical Cost Driver | Raw material weight + basic machining | Material premium + execution documentation | Traceability chain validation, physical verification stamps, and certified testing make up the bulk of the economic premium. |
The takeaway for procurement: the price gap between an industrial and a pharma instrument is not mostly metal. It is the documentation and traceability chain — the 3.1 cert, the NABL calibration, the surface finish verification, the FDA elastomer compliance. That chain is exactly what an inspector audits, and exactly what cannot be sourced retrospectively without a Baddi-style delay.
The working rule never changes: if an instrument cannot be backed by full GMP documentation, especially when deploying critical sanitary diaphragm seals on active product-contact paths, it will fail validation.
The Regulatory Stack Indian Pharma Plants Live Under
Indian facilities rarely answer to one standard. They answer to several at once, and an instrument has to satisfy the strictest one that applies to its position.
Revised Schedule M took effect from January 2025 and moved Indian GMP much closer to WHO GMP and PIC/S. It tightened calibration intervals, validation documentation, and material traceability — the exact areas where pressure instrumentation gets assessed. Plants already running WHO or PIC/S standards felt almost nothing. Plants running only legacy Schedule M had real documentation to upgrade.
The rest of the stack layers on top depending on export markets:
| Standard | Applies To | Pressure Instrumentation Impact |
|---|---|---|
| Revised Schedule M (Jan 2025) | All Indian pharmaceutical manufacturers | Mandatory enforcement of documented calibration intervals, strict raw material traceability, and standardized IQ/OQ/PQ protocols. |
| WHO GMP | WHO procurement programs and international tenders | Demands full documentation parity, complete data logging, and uncompromised batch traceability across all pure utilities. |
| USFDA 21 CFR Part 211 + Part 11 | Facilities exporting products to the United States | Dictates strict electronic record integrity, automated audit trails, and encrypted data paths for all digital pressure transmitter data. |
| EU GMP Annex 1 (rev. 2023) | Facilities exporting to Europe / Sterile drug manufacturing | Mandates continuous electronic differential pressure monitoring and automatic recording for cleanroom cascades (Grade A and B). |
| PIC/S GMP | 50+ international regulatory authorities worldwide | Serves as the de facto global validation standard for serious exporters; harmonizes multi-market inspection frameworks. |
| ICH Q7 | Active Pharmaceutical Ingredient (API) plants | Establishes critical manufacturing GMP baselines, focus areas, and protocol structures specifically for raw active ingredients. |
| ASME BPE | Biotech, parenteral, and high-purity injectable facilities | Sets explicit mechanical benchmarks for cleanability, zero-dead-space connection geometry, and electropolished surface finish design (Ra values). |
A facility exporting to the US cannot specify instruments meeting only Schedule M. A sterile facility under EU Annex 1 cannot stop at FDA expectations. The User Requirements Specification has to capture the highest applicable standard at the design stage — because upgrading instruments after they are installed and validated costs far more than getting the spec right the first time.
Where Pressure Gets Measured — And What Each Point Demands
Every pharma facility has dozens of pressure measurement points, and they do not all need the same instrument. Sorting them by category is what drives correct, cost-controlled specification.
Utility systems — reliable, not necessarily sanitary. Plant steam, compressed air to manufacturing, nitrogen blanket pressure, cooling and chilled water, HVAC pressures holding the cleanroom cascades. Quality-relevant, but mostly not in product contact. For these systems, procurement teams rely on specialized industrial pressure instrumentation to maintain stable line pressure before entering the main block.
Pure utility — the toughest spec in the building. Purified Water and WFI loops with multiple monitoring points each, clean steam headers, USP-grade gases. Aggressive high-purity media, the strictest material and documentation requirements anywhere in the plant.
Equipment-mounted — frequently product contact. Reactor vessel pressure and vacuum, autoclave chamber, lyophilizer chamber and condenser, bioreactor headspace, filtration differential, CIP/SIP cycle pressure profiles.
Safety-critical — failure has consequences beyond quality. Relief valve set-point monitoring, burst disc indication, overpressure shutdown, vacuum-failure detection on glass-lined reactors. Often SIL-certified.
The economic logic falls out of this. A cooling-water gauge needs to be reliable. A WFI-loop gauge needs SS 316L, a sanitary seal, full documentation, and complete validation. A transmitter feeding SCADA needs 4-20mA, a Part 11-compatible data path, and a NABL calibration certificate retained for its entire life. Specify each to its actual requirement — over-specifying utility points wastes capital, under-specifying critical points fails inspections.
Material Selection — The Specification an Inspector Checks First
When an inspector examines a pharma instrument, the material certificate is usually the first thing they ask to see. Gaps here surface instantly, which is why material gets the most attention at specification.
SS 316L vs Standard SS 316 — The Carbon Math
🧪 The Carbon Boundary Formulation
Kinetic Mechanism: When carbon levels exceed 0.03% in high-purity thermal environments, chromium binds with the excess carbon at the grain boundaries during welding. This leaves the surrounding microstructure chromium-depleted, causing a rapid breakdown of the protective passive layer under continuous exposure to Water for Injection (WFI) and clean steam.
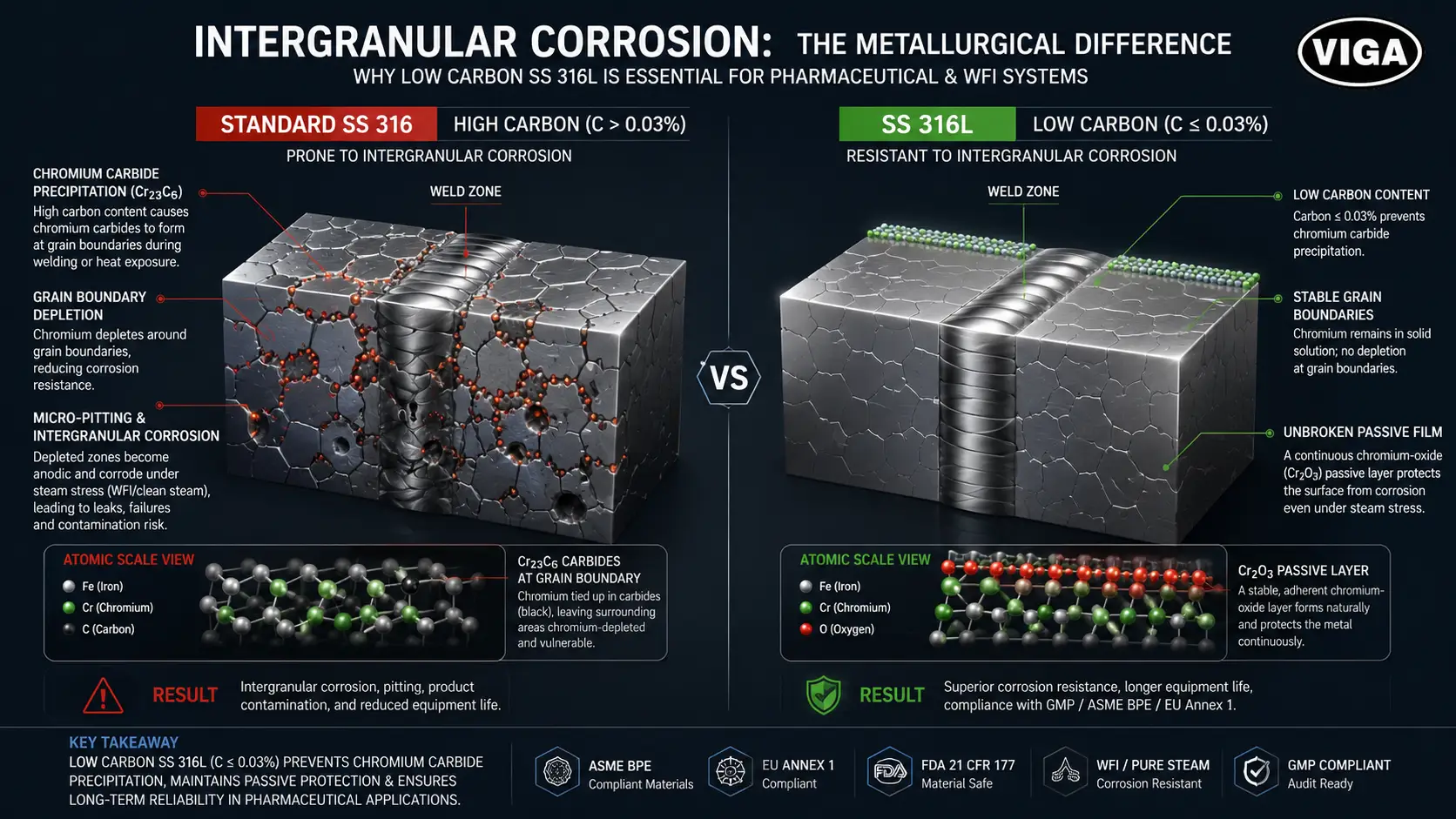
Standard SS 316 allows up to 0.08% carbon. SS 316L caps it at 0.03%. During welding, the heat-affected zone in standard SS 316 precipitates chromium carbides — chromium bonds with the excess carbon and leaves the surrounding metal chromium-depleted. That depleted zone loses its corrosion-resistant passive layer. Under WFI and clean steam, which strip the passive layer faster than ordinary alloy rebuilds it, those weld zones pit. Pits become microbial harbours. CIP cycles cannot reach into them.
SS 316L’s lower carbon leaves too little for carbide precipitation, so the passive layer holds even at welds. While the initial hardware cost premium is nominal, the long-term risk mitigation against regulatory observations makes the lower carbon alloy non-negotiable. Every wetted part in a pharma instrument is SS 316L — no exceptions, no substitutions during replacement.
Surface Finish — Ra Values and What They Buy
Microscopic topography directly affects cleanability. Microscopic peaks and valleys shelter biofilms that survive sterilization, and rougher surfaces drain less completely.
| Surface Roughness (Ra) Target | System Application | Achieved By / Production Method |
|---|---|---|
| ≤ 0.8 μm | Purified Water (PW) loops, clean steam headers, and general pharmaceutical utility lines. | Fine mechanical machining followed by precision polishing compounds. |
| ≤ 0.5 μm | Water for Injection (WFI) distribution loops and direct intermediate product-contact surfaces. | Subtractive chemical electropolishing to strip out structural surface micro-defects. |
| ≤ 0.4 μm | Advanced parenteral formulation, high-risk biologicals, and sterile manufacturing clean zones under EU GMP Annex 1. | Comprehensive automated electropolishing paired with mandatory profilometer verification batch logging. |
State the Ra value explicitly on the purchase order. A supplier will not assume the right finish, and “pharma grade” without a number is not a specification.
Elastomers in Product Contact
Where a seal, gasket, or diaphragm touches product, only FDA-compliant grades qualify under 21 CFR 177.
| Elastomer Material | Primary Deployment / Best For | Engineering Limitations |
|---|---|---|
| FKM (Viton) | Exceptional resistance to aggressive raw chemical structures, industrial solvents, and active intermediate API fluids. | Subject to accelerated structural degradation and hardening when exposed to continuous high-temperature saturated steam (SIP). |
| EPDM | The industry standard for aggressive clean steam lines and cyclic Clean-In-Place (CIP) / Sterilize-In-Place (SIP) thermal regimes. | Exhibits poor volumetric stability and structural swelling when placed in direct contact with mineral oils, petroleum products, or strong organic solvents. |
| PTFE | Universal chemical inertness across the entire pH spectrum; completely immune to chemical attack or discoloration. | Extremely high material hardness index; requires significantly higher mechanical sealing forces and specialized dynamic connection designs to prevent micro-leakage. |
| Food-Grade Silicone | Low-pressure utility steam lines and flexible low-stress liquid transfers. | Extremely narrow application range due to lower mechanical tear strength and high gas permeability parameters. |
Verify the 21 CFR 177 compliance certificate. Non-compliant elastomers leach plasticizers into product over time — a genuine contamination risk and a reliable inspection magnet.
Hygienic Connections — Threads Are Disqualified
NPT and BSP threads create dead spaces, trap product in the crevices, and cannot be cleaned to GMP. In product-contact positions they are simply out. Hygienic connections replace them.
| Connection Interface | Standard Compliance | Typical Deployment & Operational Profile |
|---|---|---|
| Tri-clamp (Tri-Clover) | ISO 2852 / ASME BPE | The global pharmaceutical standard; features a sexless ferrule design with an intermediate elastomer seal for rapid disassembly, tool-free inspection, and cleanability. |
| DIN 11851 | DIN 11851 | Sanitary threaded union nut paired with a conical interior lining; frequently found in European-sourced process skids and legacy Indian manufacturing lines built to continental EPC specs. |
| SMS / BSM | Swedish (SMS) / British (BSM) | Regional sanitary thread designs; highly restricted in modern builds and largely confined to older legacy plants or minor utility piping networks. |
| Aseptic Fitting | DIN 11864 | High-end sterile manufacturing connection; utilizes a precise metal-to-metal stop with an embedded nested O-ring to withstand extreme cyclic SIP stress without elastomer extrusion or creep. |
Newer facilities standardize on Tri-clamp for global availability, easy validation, and lower spares inventory. Whatever the choice, exact connection type and size goes on the URS — mixed connections across one facility breed maintenance and inventory problems that compound across the plant lifecycle.
Diaphragm Seals — Isolating the Measuring Element
A gauge’s Bourdon tube is hollow, traps fluid in dead spaces, and cannot be cleaned to pharma standards. Direct process contact is therefore out, and the diaphragm seal solves it: a flexible metal diaphragm separates the process from a fluid-filled chamber, transmitting pressure across without letting process fluid touch the gauge internals.
The seal types map to application:
- Compact in-line seals — direct sanitary connection to the process line, minimal dead space. The workhorse for utility and process points.
- Flange-mounted seals — larger pipe sizes and higher pressure ratings.
- Welded cell-type seals — fitted between pipe sections for the most critical positions where every dead space counts. Common in injectables.
The fill fluid matters as much as the seal. Food-grade silicone oil is standard, with a wide temperature range and FDA compliance. Vegetable oil serves where contamination must be food-grade, at a narrower temperature range. High-temperature silicone fill is essential on SIP-exposed positions seeing repeated steam at 121–134°C — drop a standard silicone fill into a SIP application and it can vaporize or expand enough to rupture the diaphragm. Capture the actual SIP cycle temperature on the URS so the right fill gets specified, not the default one.
Pressure Transmitters, SCADA, and the 21 CFR Part 11 Question
Modern pharma runs on SCADA-monitored data, and transmitters feeding it carry their own requirements: a 4-20mA output as baseline, HART preferred for diagnostics, Profibus PA or Foundation Fieldbus on newer DCS installations. Accuracy better than 0.5% of span, with critical product-quality loops needing 0.25% or 0.1%. SS 316L wetted parts and a sanitary connection, same as gauges. SIL 2 certification on safety-critical loops — sterile-boundary integrity, autoclave and lyophilizer overpressure protection, vessel interlocks.
The Part 11 question comes up constantly and the answer is precise. The transmitter itself usually stores no records, so 21 CFR Part 11 does not apply to the device. The data feed into the SCADA, MES, or batch-recording system does fall under Part 11, and that receiving system must comply — data-path integrity, timestamp synchronization, full audit trail. This shapes integration even though the transmitter is not itself a record-keeper.
Across Indian facilities, the WIKA S-10 and S-11 with sanitary connections are widely specified, with the UPT-20 and UPT-21 adding configurable display, and the intrinsically safe IS-3 covering hazardous-area positions in solvent handling and API zones. The documentation chain weighs as much as the technical spec — material cert, NABL calibration, certificate of conformity, and datasheet all arrive with the device or the instrument is not ready for IQ.
Cleanroom Cascades and HVAC Differentials
Cleanrooms hold a pressure cascade — cleaner zones at higher pressure stepping down to dirtier ones — so air flows outward and contamination cannot drift in when a door opens.
| Grade Transition | Typical Differential Target | Primary Instrumentation Deployment |
|---|---|---|
| Grade A → Grade B | 10–15 Pa | Magnehelic gauges for local mechanical indication alongside a digital differential pressure (DP) transmitter feeding a continuous electronic recording system (EU GMP Annex 1 / 21 CFR Part 11 compliant). |
| Grade B → Grade C | 10–15 Pa | Dial-type Magnehelic gauge paired with a Photohelic pressure switch to provide localized high/low visual alarms if the cleanroom envelope pressure drops. |
| Grade C → Grade D | 10–15 Pa | Standard mechanical low-pressure Magnehelic differential gauge mounted on the external cleanroom wall interface. |
| Grade D → Unclassified | 10–15 Pa | Standard mechanical low-pressure Magnehelic differential gauge to monitor the primary baseline boundary of the manufacturing facility. |
| HEPA Filter (Clean → Dirty) | 0–250 Pa / 0–500 Pa span |
Dedicated low-pressure differential gauges configured to flag static filter loading (high pressure differential) or internal media damage (abrupt pressure drop). |
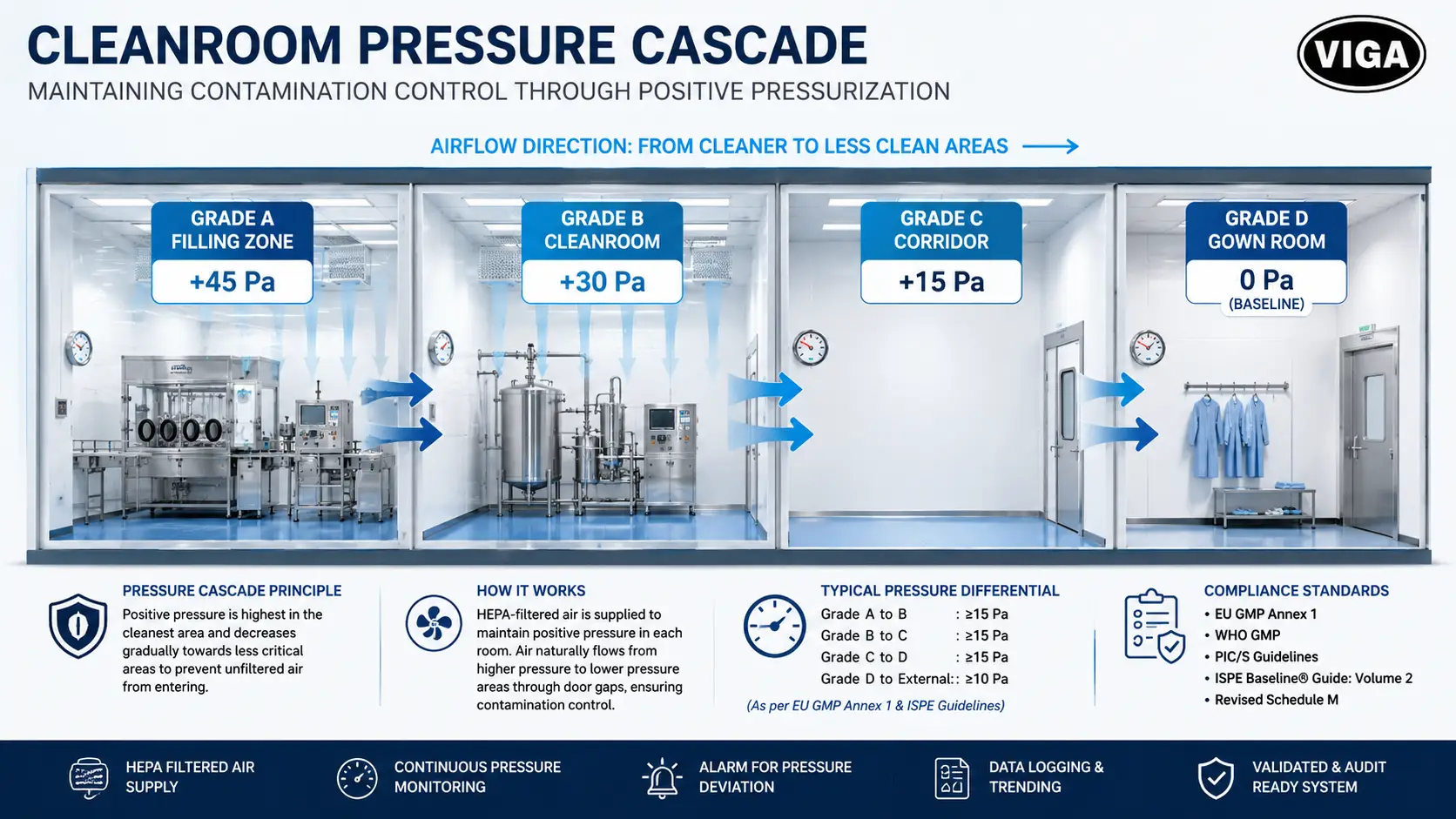
These pressures are tiny by industrial standards — a standard process gauge cannot read them usefully. Magnehelic-style differential gauges are the cleanroom standard: analog, no power needed, low cost, reliable. Photohelic switches add adjustable high/low limits to trigger alarms. Digital low-pressure transmitters bring the data into SCADA for continuous monitoring and electronic recording.
Under EU GMP Annex 1, Grade A and B sterile areas require continuous monitoring with electronic recording. A Magnehelic gauge alone does not satisfy that — it must be backed by digital transmitters feeding a recording system compliant with 21 CFR Part 11 or its national equivalent.
CIP and SIP — Instruments Under Cleaning and Sterilization Stress
Clean-In-Place and Sterilize-In-Place cycles hit equipment with chemical and thermal stress that ordinary service never sees: caustic at 1–3% NaOH, acid at 0.5–1% nitric or phosphoric, hot water at 80–95°C for CIP, and saturated steam at 121–134°C for SIP, with daily thermal cycling — sometimes several times a day.
SS 316L handles most CIP chemistry, but repeated SIP cycling ages components, so SIP-exposed positions need high-temperature diaphragm fills — standard silicone oil does not survive sustained 134°C steam. Hygienic seals on these positions must use steam-compatible EPDM, not standard FKM, with the elastomer manufacturer’s documentation confirming compatibility with the actual cleaning chemistry.
The documentation angle is the one that bites. CIP and SIP cycle pressure profiles are a GMP requirement, and transmitters in these loops feed the batch records proving each cycle hit its validated pressure-time profile. Unreliable or missing pressure data invalidates the cleaning or sterilization batch record — which means equipment cleaned in that cycle cannot be released for production. A dead pressure instrument in a SIP loop is not a maintenance ticket; it is a held batch.
Calibration, Validation, and the Documentation Chain
Instrument selection and validation run in parallel, and procurement choices directly shape the validation effort.
| Lifecycle Stage | Operational Focus / What It Proves | Execution Window | Primary Validation Evidence & Deliverables |
|---|---|---|---|
|
DQ
Design Qualification
|
Confirms that the instrument's technical engineering specifications comprehensively satisfy the raw parameters of the site User Requirements Specification (URS). | Before issuing the formal commercial purchase order. | Approved URS document, official manufacturer datasheet, model selection rationale, and technical risk assessment logs. |
|
IQ
Installation Qualification
|
Verifies that the physical instrument has been unboxed, mounted, and piped exactly according to engineering drawings and manufacturer design baselines. | After physical on-site installation is completed. | Physical serial number verification match, presence of 3.1 mill heat certificates, correct gasket seating, and hygienic connection check. |
|
OQ
Operational Qualification
|
Demonstrates that the instrument functions properly and repeats accurately across its entire calibrated measurement span under static or simulated process conditions. | After the IQ protocol is officially signed off and closed. | Multi-point calibration verification data logs traced directly to NABL reference standards, functional loop-check parameters, and alarm threshold tests. |
|
PQ
Performance Qualification
|
Establishes documented empirical proof that the loop performs reliably, repeatably, and without drift during live, continuous process conditions using the actual product or an equivalent validated test medium. | After the OQ protocol is finalized and approved. | Batch production trend analysis data, cleanability verification metrics following live CIP cycles, and thermal stability performance under live SIP clean steam stress. |
The supplier’s job is a documentation package complete enough for the validation team to finish DQ and IQ without delay: datasheet with serial number, 3.1 mill certificates per EN 10204:2004 for all wetted parts, certificate of conformity, NABL-traceable calibration certificate, additional test certificates, installation manual, spare parts list, FDA compliance certificates for product-contact elastomers, and surface-finish verification for hygienic surfaces.
Missing documentation is a validation delay, full stop. A plant waiting on a missing 3.1 cert cannot finish IQ for that instrument, cannot validate the loop, cannot start production in that area. The Baddi facility lost six weeks to exactly this gap. Documentation verified at goods receipt costs a fraction of documentation chased after installation.
Recommended WIKA Models by Application
| Application | Recommended WIKA Model | Technical Profile & Deployment Notes |
|---|---|---|
| Utility / process gauge with sanitary seal | 232.50 + DSS27 / 990.27 | The baseline pharmaceutical workhorse; designed for pure utility monitoring with complete validation package support. |
| Vibration-prone positions (near pumps) | 233.50 (Liquid-filled) | Employs case-filling fluid to damp pointer flutter, protecting mechanical components near high-stress pumps and compressors. |
| WFI loop pressure | 432.50 Ultra-Pure | Purpose-built with specialized high-purity alloy components specifically for continuous Water for Injection loops. |
| General pharma transmitter | S-10 + Sanitary Seal | Provides standard analog 4–20 mA output; highly adaptable across general utility distribution paths and packaging blocks. |
| High-accuracy / HART transmitter | S-11 (Smart / HART) | Engineered for critical loops requiring onboard smart diagnostics alongside optimized calibration accuracy. |
| Transmitter with local display | UPT-20 / UPT-21 | Features a configurable digital display window; ideal for floor operator visibility and seamless OEM skid integration. |
| Cleanroom differential | 612.20 Series | Low-pressure capsule element designed for high-resolution cleanroom cascade pressure monitoring. |
| Sanitary pressure switch | PSM-700 Series | Delivers highly reliable point-switch execution for automated overpressure alarms in direct product-contact paths. |
| Hazardous area (solvent/API) | IS-3 (Intrinsically Safe) | Certified intrinsically safe transmitter; mandatory for solvent-handling tank farms and volatile API synthesis zones. |
Model selection on a new facility or an upgrade should happen alongside both the validation team — to lock documentation requirements — and an authorized WIKA distributor, to confirm configuration options, certificate availability, and lead times before the purchase order is raised.
The Instrumentation Mistakes That Surface in Inspections
The same observations recur across facilities year after year. Knowing them in advance is the cheapest way to avoid them.
Missing 3.1 mill certificate for an installed instrument — never supplied, lost during installation, or misfiled. Verify certificate receipt and correct filing at IQ for every instrument.
Wrong elastomer — standard FKM where steam-compatible EPDM is needed, or a non-FDA grade in product contact. Specify grade on the URS, verify 21 CFR 177 compliance at goods receipt.
Mixed surface finish across one system — some instruments at Ra ≤ 0.5 µm, others at ≤ 0.8 µm in the same WFI loop. Specify the highest applicable Ra for the whole system, not point by point.
Threaded connection in product contact — usually a “temporary” replacement that became permanent because a sanitary instrument was not in stock. Keep spare sanitary instruments in workshop stock.
Calibration cert without NABL traceability — a certificate exists but does not trace to NABL references, which fails GMP. Require NABL traceability on every purchase order.
Gauges where transmitters with recording are required under the applicable framework — fails the recording requirement at the next inspection. Review recording obligations before specifying.
Instruments installed without DQ — hardware in place with no documented justification for selection. DQ belongs before the purchase order.
Replacements that skip requalification — a like-for-like swap leaves a device in service that is technically unvalidated. Replacements trigger the change-control procedure, not a quiet swap.
Frequently Asked Questions
Q1. What is the single most important specification for a GMP pharma pressure gauge?
Wetted-part material — SS 316L — backed by the 3.1 mill certificate that documents it. Surface finish and hygienic connection follow closely. Together, SS 316L with full traceability, an internal finish of Ra ≤ 0.8 µm or finer, and a hygienic connection define a pharma-grade instrument. Without all three plus their documentation, the instrument is not GMP-compliant whatever the brand.
Q2. Can general industrial pressure gauges be used anywhere in a pharma plant?
Only in clearly non-GMP areas — boiler house, utility supply outside the manufacturing block, compressor rooms, raw-material warehouses. Inside the GMP area, even utility-grade instruments need GMP documentation. The boundary is the GMP line in the site master file, not the apparent criticality of the point.
Q3. How often must pharma pressure instruments be calibrated?
The interval comes from the facility’s calibration master list, set by risk assessment. In practice: critical product-contact instruments every six months, utility GMP instruments annually, non-GMP utilities every one to two years. Whatever the interval, it must be justified, documented, and consistently met — late or missing calibration is among the most common findings in Indian pharma audits.
Q4. Do pharma pressure transmitters need to comply with 21 CFR Part 11?
The transmitter stores no records, so Part 11 does not apply to the device. The data feed into the SCADA, MES, or batch-recording system does, and that receiving system must comply. This affects integration even though the transmitter is not itself a record-keeper.
Q5. What separates a sanitary diaphragm seal from a standard one?
A sanitary seal has SS 316L wetted parts, an internal finish of Ra ≤ 0.8 µm or better, a hygienic connection, FDA-compliant elastomers where required, and full material traceability. A standard industrial seal may use general SS 316, a machined finish, a threaded connection, and standard elastomers — fine for chemical service, not GMP-compliant. The price difference is mostly the documentation and traceability chain.
Q6. Can a pharma facility use more than one instrument brand?
Many do, splitting utility-grade GMP applications from critical product-contact ones. WIKA is typically specified where criticality and documentation burden are highest, because 3.1 certificates come as standard and the pharma range is comprehensive. Other properly documented brands serve utility positions. The requirement is consistent GMP compliance across the facility, not brand uniformity.
Q7. What documentation must arrive with a pharma pressure instrument?
At minimum: the 3.1 mill certificate for wetted parts (EN 10204:2004), a NABL-traceable calibration certificate, the certificate of conformity, the datasheet with serial number, the installation manual, FDA compliance certificates for product-contact elastomers, and surface-finish verification. High-criticality positions may add FAT records, pressure-test certificates, and welder qualification certificates where on-site welding was done.
Q8. How does Revised Schedule M change pressure instrumentation requirements?
Revised Schedule M, effective January 2025, moves Indian GMP much closer to WHO GMP and PIC/S. For pressure instrumentation it means stricter documented calibration intervals, more rigorous material traceability for product-contact instruments, and clearer validation documentation requirements. Facilities already at WHO or PIC/S standards see little change; those on legacy Schedule M need real documentation upgrades to stay compliant.
Technical Procurement & Traceability Engineering

Resolving validation bottlenecks like the six-week delay at the Baddi facility requires deep integration between engineering design and supply chain logistics. To guarantee that an instrument survives a regulatory inspection, material traceability must be locked down before the hardware leaves the distribution hub.
For pharmaceutical projects across Delhi NCR and pan-India, procurement heads must coordinate directly with authorized supply channels like VIGA (Vinod Gautam Sales, Delhi) during the initial User Requirements Specification (URS) alignment phase. This professional documentation handling ensures that when WIKA hardware—such as 232.50 gauges or S-11 transmitters—physically arrives at the goods-receipt bay, its unique engraved serial numbers are already matched to a pre-verified inspection pack containing the EN 10204 3.1 mill certificate, NABL-traceable calibration parameters, and 21 CFR 177 elastomer compliance data. Shifting document verification from an after-thought to a mandatory dispatch condition is the single most effective way to protect the validation timeline.
VIGA is an authorized distributor for WIKA pharmaceutical instrumentation across India, alongside Mass Instruments, Switzer, Indfos, Uflow, Shavo, Electropneumatics, and Pilot.